GMN Bearing USA’s ABEC 7 high precision ball bearings are made for high speed and heavy load applications.
- Home
-
Precision Bearings
-
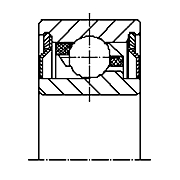
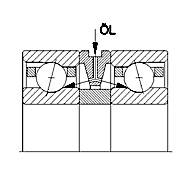
 Angular Contact Ball Bearings
Angular Contact Ball Bearings
GMN angular contact bearings (spindle bearings) are expertly crafted for speed, precision, & accuracy.
-
 Radial Ball Bearings
Radial Ball Bearings
GMN radial ball bearings are versatile, great in small spaces & when axial loads move in both directions.
-
 Other Bearing Brands
Other Bearing Brands
We know that not every application requires super, high-precision bearings. We stock other industrial parts from quality brands.
-
-
Clutches
-
 Complete Sprag Clutch Units
Complete Sprag Clutch Units
Includes built-in ball bearing support. Supports HEAVY loads & has a high torque capacity: 53 to 588 Nm. Bore (ID) sizes: 10 to 60 mm (0.393 to 2.362 in)
-
 Ball Bearing Sprag Clutch Units
Ball Bearing Sprag Clutch Units
Includes built-in ball bearing support. Supports MEDIUM loads & low to medium torque capacity: 53 to 267 Nm. Bore (ID) sizes: 17 to 40 mm (0.669 to 1.57 in)
-
 Sprag Clutch Elements (400 Series)
Sprag Clutch Elements (400 Series)
No built-in ball bearing support. Good for large orders & low to high torque needs: 1 to 2673 Nm. Bore (ID) sizes: 2 to 240 mm (0.078 to 9.448 in)
-
 No RPM Limit FE 8000 Series
No RPM Limit FE 8000 Series
No built-in ball bearing support. Has no RPM limits & Supports high torque needs: 609 to 14,060 Nm. Bore (ID) sizes: 38.09 to 220 mm (1.499 to 8.66 in)
-
 Backstopping Clutch with Mounting Tab
Backstopping Clutch with Mounting Tab
This heavy-duty clutch (aka a hold-back clutch) is good for high torque operations and ensures motion freezes in place. Bore (ID) sizes: 15 to 40 mm. (0.59 to 1.73 in)
-
 Roller Ramp Clutches
Roller Ramp Clutches
Designed for HEAVY-DUTY applications that require tough durability.
-
-
Non-Contact Labyrinth Seals
-
 CF Seals
CF Seals
The best protection for your bearing. Easy to install with a simple “drop-in” next to your bearing. No added space needed. CF seals offer 100% sealing efficiency against splashing liquids.
-
 L Seals
L Seals
Protection against low contamination & splashing liquids.
-
 M Seals
M Seals
Designed with grooves in the outer ring to offer more protection (than our L-type seal) against contamination and direct spray liquids. Liquid gets pushed out through outer grooves when in rotation.
-
 S Seals (Gap Seals)
S Seals (Gap Seals)
Our GMN Gap Seals are plastic and a great choice for washdown applications, such as food conveyors and food manufacturing facilities
-
- Engineering
- Tools & Resources